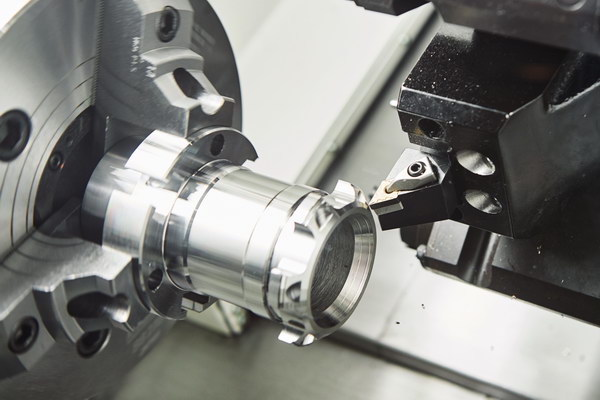
A popular manufacturing technique for producing parts is CNC fabrication services. However selecting the right material can be challenging. Resisted to corrosion, stainless steel and aluminum are suitable for CNC machining.
In order to create it a corrosion-resistant alloy—a mixture of metals—chromium was added to the iron that serves as its basis element. Although stainless steel is frequently thought of as being corrosion-resistant, there are several distinct grades that can affect how strong and resistant it is to corrosion. A little quantity of carbon is added to it to enhance its properties, increasing its toughness and strength.
The fact that stainless steel is self-repairing after the machining process is over is one of the main advantages of employing it in CNC machining. This is accomplished through a process known as passivation, in which the chromium coats the iron in an imperceptible layer to shield it from air and water. In the presence of oxygen, the layer immediately repairs any scratches on the surface.
Aluminum is a resilient metal that is soft, lightweight, malleable, and robust, making it ideal for CNC machining. It is a non-flammable substance without any magnetic qualities, while having a drab grey look that varies depending on how rough the surface is. Simply put, aluminum’s ease of machining is one of the primary factors influencing engineers’ decisions to employ the material for machined parts. Even though it might first appear that this is more advantageous for the machinist creating the part, there are also major advantages for the company ordering the item and the final user who will utilize it. In terms of how well they can tolerate oxidation and chemical degradation, the different grades of aluminum have quite different levels of corrosion resistance. Luckily, a few of the most well-liked grades for CNC machining are also some of the most resilient.
we take stainless steel and aluminum as examples and study the effect of sulfuric acid and phosphoric acid on the corrosion manner of them. The study applied theoretical by using Monte Carlo experiments.
Monte Carlo Experiments
The interaction between the Fe (110) planar surface, Al(111) planar surface and phosphate and sulfate ions was achieved using Monte Carlo simulations. This simulation used the Material Studio 7.0 software from Biovia-Accelerys Inc. USA, specifically the Adsorption locator module .
The maximum steady Fe (110) plane and Al (111) were selected in this study to represent the surface of stainless steel and the surface of aluminum alloy. Fe (110) and Al (111) were continued with periodic boundary positions utilizing a box simulation of the interface to mimic a standard portion of the interface and prevent any arbitrary border influences (32.27A0, 32.27A0, 50.18A0).
Moreover, the forcite classical simulation engine was employed to optimize the energy of all molecules. The surface area, supercell structure, and periodicity of the Al surface (111) and Fe surface(110)were all modified during the initial shaping process. The majority of the space, which had a density of 20A0 at the time, was built on the surface of Fe and the surface of Al . Condensed phase optimized molecular potentials for atomistic simulation studies force field was used to simulate the potential for the unique molecules to adhere to the surface of the Fe (110) plane and the surface of Al(111) (COMPASS).
The adsorption locator module was chosen as the optimal structure (adsorbent) in the corrosion-simulating fluid (250 H2O molecules plus 20 H3O+ and 10 sulfates or phosphate) for the adsorption of sulfate and phosphate (adsorbate) on the Fe (110) crystal and Al(111) crystal. Fig. 1 shows the adsorption mechanisms of the ions in neutral forms from the maximal and sideways viewpoints of the iron (110) substrate and Al (111) respectively.
Fig. 1 The adsorption locator module’s recommendation for the best formation for the adsorption of Sulfate and phosphate on the stainless steel and Aluminum
Table 1 displays the outcomes of the Monte Carlo simulation for the total energy, solid adsorption, and deformation energies. Combining molecular energies from solid adsorption with deformation energies results in the computation of total energy (kcal mol-1) for the two substrates and the ions. The energy obtained during the separation of one of the adsorbate particles from the adsorbent substrate is measured in dEads/dNi (kcal mol-1).
It is extremely likely that the ions are adsorbed on the surface of stainless steel and aluminum, creating adsorbed layers, preventing corrosion, as demonstrated by theoretical study. Therefore the adsorption energy of phosphate in the aluminum and stainless steel is high than the adsorption energy of sulphate in the two alloys ,so this ions give less corrosion effect than sulphate. Sulphate ions in the stainless steel has less adsorption energy than adsorption energy in the aluminum. Sulphate consider more corrosive environment in the presence of stainless steel than aluminum. Phosphate gives more adsorption energy in the presence of aluminum than stainless steel.
So the phosphate is more corrosive media in the presence of stainless steel. Because phosphate has higher adsorption energy in aluminum and stainless steel than sulphate does in those two alloys, it has a less damaging effect on corrosion than sulphate. The adsorption energy of sulphate ions in stainless steel is lower than that of aluminum. In the presence of stainless steel, sulphate is considered a more corrosive environment than aluminum. In the presence of aluminum, phosphate provides greater adsorption energy than stainless steel. Phosphate is therefore a more corrosive medium when stainless steel is present.
Table 1 shows the data and settings used to simulate Monte Carlo of Al(111), and Fe (110).
| Stainless steel | Aluminum | Factors | ||
| Phosphate | Sulphate | Phosphate | Sulphate | |
| -1321.53 | -7131.137 | -15103.25 | -7645.547 | Total energy(kcal /mol) |
| -6900.10 | -7131.144 | -9677.833 | -7645.555 | Adsorption energy(kcal /mol) |
| -7173.68 | -7381.220 | 332.66 | -7883.423 | Rigid adsorption energy(kcal /mol) |
| 273.58 | 250.08 | 705.93 | 237.87 | Deformation energy(kcal /mol) |
Conclusion
The adaptability of CNC machining is one of its many benefits. This is due to the fact that precise CNC milling and turning can successfully generate final products from a very wide range of raw materials. This allows design engineers a wide range of alternatives when it comes to making commercial items and prototypes. Metal is the most common material used in CNC turned and milled products. This is possible due to metal’s strength, rigidity, and ability to survive the rapid material removal brought on by contemporary techniques. Aluminum and stainless steel, which are the most popular alloys used in CNC, were used in this study. Through molecular dynamic research, we discovered that aluminum can be employed in sulfuric acid and phosphoric acid rather than steel, but that phosphoric acid is more secure than sulfuric acid when it comes to aluminum.